


1. 서 론
타이어는 마찰, 빛, 대기 중의 오존 및 박테리아와 같은 가혹한 조건에 견디도록 설계되어 산화나 태양광의 자외선에 의한 자발적인 분해가 어렵다. 그러나 타이어는 사용량이 날로 늘어가는 추세이기 때문에 환경오염을 유발하는 요인으로 오래전부터 인식되어 왔다[1]. 타이어의 구성 성분은 그 자체로서 독성을 나타내지는 않으나 재활용이나 열분해 등의 처리방법으로 관리되거나 처분되지 않았을 때 공중 보건과 환경을 위협하는 요소가 될 수 있다[2,3]. 한때 폐타이어를 재활용하여 만든 우레탄 바닥재 속에서 납 성분을 포함한 유해한 성분이 검출되면서 각종 환경오염 문제를 유발하는 주범으로 몰려 폐타이어의 재활용에 심각한 타격을 받았다[4]. 더군다나 재활용 방안을 찾지 못하면 그대로 매립되어야 하는 현실 때문에 폐타이어는 매립지 증가의 주요 원인이라는 이중고를 겪고 있다[5]. 우리나라의 폐타이어 발생량은 2014년 345,311톤에서 3년 후인 2017년에는 약 14% 증가한 393,550톤이 발생되고 있다[6]. 폐기물을 처리할 일반매립지가 절대적으로 부족한 우리나라의 입장에서는 과거에 폐타이어의 방치로 사회적 문제가 발생됨에 따라 적절한 관리와 재활용을 촉진하기 위한 정책이 실시되고 있다. ’02년까지 폐기물 예치금제도를, 이후 자원의 가치가 높아지는 고무 물질 재활용 지원 등 효율적인 폐타이어 재활용 정책 추진을 위하여 생산자책임재활용제도(Extended Product Responsibility)로 전환하여 재활용을 촉진하고 있다[7]. 일반적으로 폐타이어는 고온 용융 아스팔트, 포틀랜드 시멘트 콘크리트 의 집합체[8], 발파 매트, 교각과 습지를 보호하는 웨이브 액션, 함께 묶어서 충돌 감소, 침식 제어, 빗물 유출, 도로와 주택 사이의 장벽과 같은 여러 유형의 장벽으로 활용되고 있다. 폐타이어를 열분해하면 연료가스, 오일, 강철선 및 카본블랙 등을 얻어 자원화 할 수 있다[9]. 독일이나 일본을 비롯한 주요 선진국에서는 이미 전부터 폐고무나 타이어 등의 폐자원을 유연탄 대체 에너지로 이용하여 에너지화를 꾀하거나 태우고 남은 잔류물에서 유효자원 등을 회수하고 있다. 미국의 경우는 폐타이어의 64% 이상을 시멘트소성로, 전력설비, 산업 보일러 등 에너지 활용 부문에 활용하고 있다[10]. 폐타이어 재활용기술은 크게 파쇄와 열분해 분류된다. 파쇄는 폐타이어 분쇄하여 폐기하거나 파쇄 분말을 건축자재 등으로 이용하는 방법인 반면에, 열분해는 열, 압력, 촉매 등 각 화학적 조건들을 적용하여 타이어를 열분해한 후 회수하거나 재활용하는 방법이다[10]. 폐타이어를 파쇄 후 재활용하는 기술은 폐타이어에 함유된 미량의 중금속 물질에 의한 환경 문제가 지속적으로 발생하여, 이들 문제를 극복하고 자원으로 활용할 수 있는 열분해 공정이 평가를 받고 있다[11]. 열분해 공정은 산소가 없거나 결핍된 상태에서 환원반응과 고온의 용융과정을 거치면서 오염물질의 발생량을 감소시키고 높은 자원 회수율을 갖는 폐기물 처리기술이다[12]. 선진외국의 경우 열분해기술에 대한 중요성을 인식하고 이전부터 많은 연구가 활발히 이루어져 높은 기술수준을 보유하고 있다[13]. 국내의 경우 폐타이어 고형연료를 금호석유화학이 처음으로 사용하고 있고, 구미 대경권 총괄사업단의 폐타이어 재활용 연구를 착수한 바 있다[10]. 그러나 우리나라의 폐타이어 재활용기술은 아직 선진국에 비해 낮은 것으로 평가되고 있으며, 폐타이어 재활용업체의 대부분이 영세하고 현재 보급되고 있는 재활용 할 기술과 용도개발 등도 미흡하여 수익성 확보도 어렵다[10]. 반면에 우리나라는 자동차 산업의 발달로 폐타이어 발생량이 매년 4천톤 이상씩 증가하고 있다[6]. 따라서 폐타이어를 적정하게 처리 또는 재활용 할 수 있는 기술이나 공정기술이 확보되지 않을 경우 발생되는 폐타이어가 무단방치 매립, 또는 단순 소각되는 경우가 많아 자원낭비는 물론 환경에 좋지 않은 영향을 미치게 될 수 있다[8,10]. 따라서 본 연구에서는 폐타이어를 열분해 및 가스화 통해 환경적으로 안정적이고 이용효율을 극대화할 수 있는 폐타이어 처리공정개발을 확보하고자 하였다.
2. 실험장치 및 방법
2.1. 실험장치
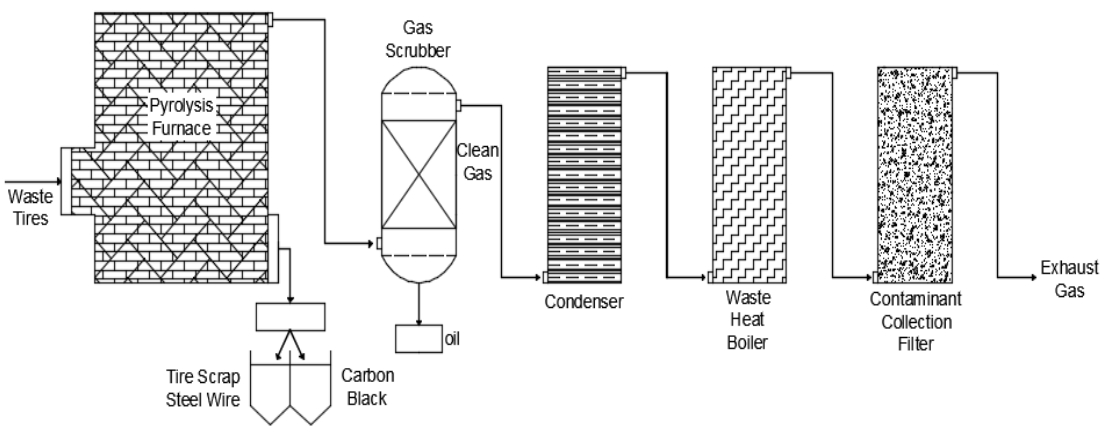
본 실험에 사용한 열처리 장치는 폐타이어를 진공상태에서 저온으로 분해하여 각종 유해환경오염물질의 배출을 억제할 수 있도록 제작된 장치로 본 시험장치의 도시적 흐름도는 Fig. 1에 보여준다. Fig. 1에서 보는 바와 같이 폐타이어를 반응기 내부로 투입 시킨 후 진공상태에서 저온으로 가열하여 폐타이어를 분해하기 위한 열분해로와 열분해로에서 발생되는 공해물질을 제거하기 위한 후 처리공정인 가스세정기, 응축기, 폐열보일러, 여과필터 등으로 구성되어 있다. 열분해로 용량은 1,000 Kg이며, 폐타이어의 연소를 균일하게 하기 위한 열분해로 회전돌기 회전속도는 10 회/분이다. 세정집진기는 수직으로 세워진 다수의 격판을 기준으로 전면과 배면으로 내부를 분리되어있다. 격판의 전면에서 배기가스 중에 함유된 오염물질 정화되도록 세정수가 수막필터를 형성하도록 분배기를 통해 상부에서 하부로 흐르도록 하였다. 격판의 배면에는 수증기 수막필터가 형성되어 타르와 물을 분리하도록 하였다. 세정진진기의 유효용량은 250 L이고 단위 시간당 냉각수 순환량은 50 L/분이다. 응축기의 유효용량은 15 L이고, 운전 온도는 7~12℃이다. 여과필터의 여과재는 표면위에 다중 돌기를 가진 폴리프로필렌의 고분자화합물 합성수지를 재질로 한 정전기 필터로 10~40 KV의 코로나가 방전되도록 제작되었다. 여과 필터의 용량은 55 L이며, 외경 65 mm, 길이 10인치 필터가 48개 충전되어 있으며 필터의 교환주기는 6개월이다. 열분해로에서 발생되는 배가스 중에 함유된 오일은 가스세정기와 응축기를 통해서 회수할 수 있도록 제작되었다. 열분해로의 작동원리는 다음과 같다. 폐타이어의 무게를 계량한 후 열분해로에 장입한다. 장입된 폐타이어는 열분해로의 온도가 섭씨 150~170℃에 도달하면 가스로 분해되기 시작한다. 이때 발생된 가스는 이동하면서 기름을 형성되고 세정집진기에서 정제되며 기름은 세정집진기 내부의 물 위에 부상하게 된다. 액화 기름이 되지 못한 가스는 가스탱크에 수집되어 처리장치 작동에 필요한 열에너지로 이용되고, 열분해로에서 발생하는 열은 처리장치의 온도를 섭씨 340℃까지 끌어올리는 데 이용되어 에너지비용을 절감하도록 하였다.
2.2. 지점별 평가항목 및 실험방법
Table 1은 본 연구를 위한 지점별 평가항목 및 시험방법을 보여준다. 대기오염물질인 먼지와 카드뮴, 납 등 중금속을 분석하기 위하여 시료를 Stack Sampler에 의하여 채취하고 ICP[XUV, Thermo]와 ICP/MS[X7, Thermo]를 이용하여 분석하였다. HF, HCN, Br, Phenol, H2S, CS2, NH3 등은 Gas Sampler을 이용하여 시료를 채취하고 흡광광도계[UV-2550, SHIMADZU]를 이용하여 분석하였다. HCl은 이온크로마토그래피[ICS-2500, Dionex]를 이용하여 분석하였으며, 벤젠은 전기냉각저온농축장치[ATD650, PerkinElmer]로 농축한 후 GC/MS[6890a/5973n, Agilent]로 분석하였다. 악취오염물질은 복합악취와 지정악취 22개 물질을 분석하였다. 복합악취와 황화합물의 시료 채취방법은 흡인상자법에 의한 시료 채취 주머니를 이용하였고 시료 채취량은 10 L로 하였다. 그리고 복합악취는 공기희석관능법으로, 황화물은 전기냉각 저온농축 모세관 컬럼 GC 분석법으로 분석하였다. 암모니아, 트라이메틸아민, 유기산의 시료 채취방법은 각각 임핀저법[흡수액(0.5% 붕산), 흡수액(0.1 N H2SO4), 흡수액(0.1 N NaoH)]을 이용하였고, 시료 채취조건은 10 L/min × 5분이었으며, 암모니아는 흡광광도법, 트라이메틸아민과 유기산은 헤드스페이스 모세관컬럼 GC분석법으로 분석하였다. 알데히드는 DNPH 카트리지를 이용하여 시료를 채취하였으며, 시료 채취조건은 0.2 L/min × 1분이고, DNPH유도체화 UPLC/UV분석법에 의해 분석하였다. 휘발성 유기화합물은 고체흡착관에 의해 시료를 채취하였으며, 시료 채취조건은 0.2 L/min × 1분이고, 저온농축-GC분석법에 의해 시료를 분석하였다. 황화물 분석을 위한 전기냉각 저온농축장치은 “TurboMatrix ATD, PerkinElmer”, GC/FPD는 Clarus 500 PerkinElmer를 사용하였다. 암모니아는 “UV-2550 SHIMADZU”의 흡광광도계를 활용하였다. 트라이 아민과 유기산은 “TurboMatrix 40 Trap, PerkinElmer”의 해드스페이스와 “Clarus 500 PerkinElmer” 모델의 GC/FID를 사용하였다. 알데히드류는 Waters사의 UPLC를 사용하였다. 그리고 휘발성유기물질은 TurboMatrix 650[PerkinElmer]를 사용하여 시료를 전기냉각 저온농축장치로 전처리 후 GC(5890A)/MS(5973N), Agilent사의 GC/MS로 시료를 분석하였다. 수질오염물질은 BOD, CODMn, 부유물질 등 28개 항목이 분석되었다. BOD는 윙클러-아자이드화나트륨 변법으로, CODMn은 산성-과망간산칼륨법, 트리클로로에틸렌, 벤젠, 디클로로메탄 등은 가스크로마토그래피법로 그리고 크롬, 철, 아연, 구리, 카드뮴, 비소, 납, 6가크롬, 망간 등은 유도결합플라즈마 발광광도법으로 분석하였으며, 시료량 모두 4 L씩 채취하였다. 카드뮴, 납, 구리, 아연, 니켈, 크롬, 철, 망간 등은 ICP[XUV, Thermo]와 ICP/MS[X7, Thermo]를 사용하여 분석하였다. 총질소, 총인, Phenol, NH4+, 음이온계면활성제, F-, CN은 흡광광도계[UV-2550, SHIMADZU]를 사용하였으며, Cl-, Br-, NO3-, SO42-, PO42-는 이온크로마토그래프[ICS-2500, Dionex], Hg, As는 원자흡광광도계[원자흡광광도법], 유기인은 가스크로마토그래프[GC2010, Simadzu] 그리고 벤젠, 디클로로메탄, TCE, PCE는 기스크로마토그래프 질량분석기[6890a/5973n, Agilent]를 활용하여 분석하였다. 다이옥신의 분석방법은 “잔류성유기오염물질 공정시험기준 중 단성분 시험방법-다이옥신 및 퓨란류 시험기준에 준하여 분석하였다. 사용된 기기는 Jeol-800D사의 HRGC/HRMS이다.
3. 결과 및 고찰
3.1. 열분해로 가동시간에 따른 열분해로 내의 온도변화
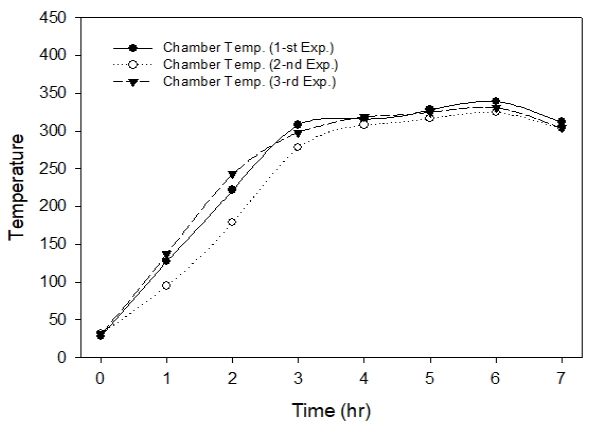
열분해로 가동시간에 따른 열분해로 내의 온도변화를 파악하기 위하여 타이어 100 Kg을 장입한 후 3차례에 걸쳐 7시간 동안 실험을 실시하였다. 폐타이어의 열분해로의 가동시간에 따른 열분해로 내의 온도변화는 Fig. 2와 같다. 열분해로에 장입된 폐타이어는 열분해로의 온도가 150∼170℃에 도달하면 가스로 분해되기 시작했다. Fig. 2에서 볼 수 있듯이 1차 실험시 열분해로 내부온도는 2시간 만에 열분해로 내부온도가 222℃까지 상승했으나 2차 실험시에는 내부온도가 다소 낮은 163℃로 상승했다. 반면에 3차 실험의 경우는 실험 시작 후 3시간이 경과 후에 열분해로의 내부온도가 248℃로 1차 실험과 유사한 경향을 보여주었다. 1차 실험과 2차 실험에서 나타난 반응 시간에 따른 열분해로 내부의 온도변화 차이는 폐타이어의 표면에 부착된 수분의 함량에 따른 것으로 실험을 통해 알 수 있었다. 열분해로의 폐타이어의 안정적 분해는 열분해로의 온도가 320℃ 전후로 상승한 5시간 경과 후에 일어나며, 이는 열분해로의 배기가스를 통해서 확인할 수 있었다. 열분해로에서 폐타이어가 분해가 종료되었다고 판단되는 온도는 폐타이어에 부착된 수분량과 폐타이어의 중량에 따라 다소 차이는 있지만 열분해로의 내부온도가 15∼20℃정도 하강할 때 나타나는 것으로 파악되었다. 따라서 폐타이어 100 Kg을 반응기에 주입한 후 열분해할 때 6시간이 경과하면 본 반응기에 의한 폐타이어의 열분해가 종료된다는 것을 알 수 있었다.
3.2. 폐타이어 열분해시 발생되는 대기오염물질 농도
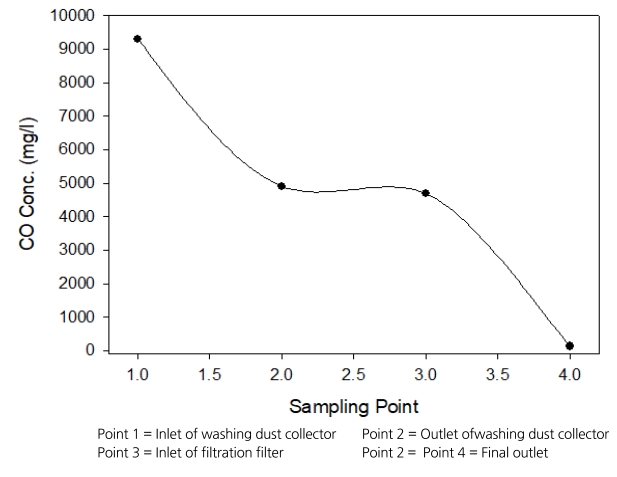
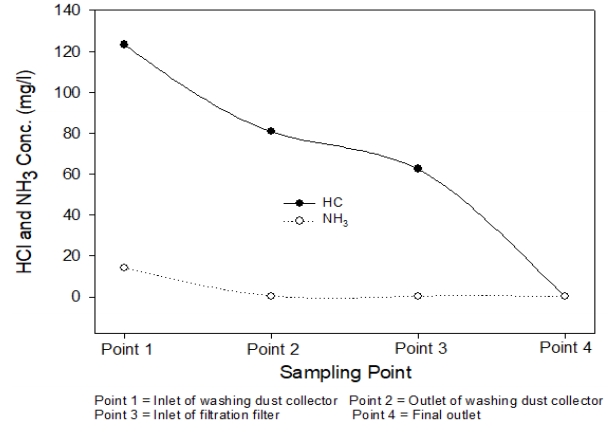
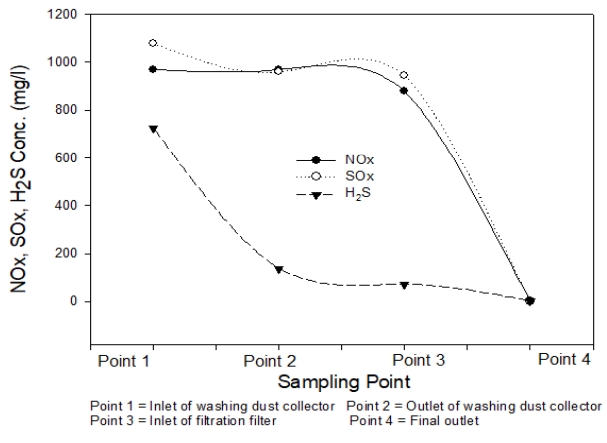
후 처리공정의 대기오염물질 저감능력을 파악하기 위하여 Table 1에서 보여주듯이 세정집진기의 전단과 후단, 여과필터 전단 그리고 최종 배출구 등 4지점에서 시료를 채취하였다. 실험조건은 열분해로에 폐타이어를 장입한 후 5시간 경과 후 열분로 내부의 가열온도가 300∼350℃일 때 주요 공정별 배출되는 대기오염물질 농도를 조사하였다. 조사된 대기오염물질은 일산화탄소, 염소, 염화수소, 황산화물, 질소산화물 등 28개 항목이다. 대기오염물질 농도측정은 대기오염공정시험방법에 준하여 실시하였다. 폐타이어를 열분해로에서 처리 시 발생되는 대기오염물질은 CO 9,300 mg/l, HCl 123.5 mg/l, NOx 970 mg/l, SOx 1080 mg/l, NH3 14.2 mg/l, H2S 725.6 mg/l, C6H6 0.26 mg/l, Dust 52 mg/Sm3, O2 19.3%, N2 74.2% 등 10개 물질이 검출되었으며, 불소화합물, 페놀, 비소 등 18개 물질은 검출되지 않았다. Fig. 3부터 Fig. 5는 폐타이어의 열분해가 안정적으로 일어난다고 판단한 5시간 경과 될 때 후 처리공정에서 시료 채취 지점별 대기오염물질 저감 경향을 보여준다. Fig. 3에서 보여주듯이 초기 9,300 ppm의 일산화탄소는 가스세정기에서 4,900 ppm까지 47%가 제거되었으나 응축기에서는 4,700 ppm까지 4%만 제거되었다. 반면에 여과필터는 일산화탄소가 4,700 ppm에서 128 ppm까지 97%로 매우 효과적으로 제거되었다. Fig. 4는 폐타이어를 열분해할 때 발생되는 시료 채취지점별 HCl과 NH3의 농도변화를 보여준다. 열분해로에서 발생되는 HCl와 NH3의 초기농도는 각각 123.5 ppm, 14.2 ppm이었다. 초기에 발생된 HCl와 NH3는 가스세정기 후단에서 각각 80.9 ppm, 0.4 ppm까지 낮아져 각각 34.5%, 97.2%가 제거되어 가스세정기에서 안정적으로 제거됨을 알 수 있었다. NH3가 효과적으로 제거되는 이유는 세정전 세정수의 pH가 6.9였으나, 세정 후 열분해로의 배가스에 의해 pH가 5.5전후로 되어 NH4+로 전환되었기 때문이다. 계속해서 HCl와 NH3는 응축기 후단에서 각각 62.7 ppm, 0.3 ppm로, 여과필터 후단에서는 각각 0.3 ppm, trace까지 매우 효과적으로 제거되었다. Fig. 5는 후처리공정의 시료채취 지점별 NOx와 SOx, H2S의 농도변화를 보여준다. 열분해로에서 발생되는 NOx와 SOx, H2S의 농도는 각각 970 ppm, 1080 ppm, 726 ppm였으며, 가스세정기 후단에서 각각 970 ppm, 960 ppm, 138 ppm로 나타났다. 따라서 가스세정기에서 NOx와 SOx는 제거가 미미했으나, H2S는 81%로 높은 제거율을 보여주었다. 계속해서 NOx와 SOx, H2S 농도는 응축기에서 각각 9.3%, 1.5%, 47.8%가, 여과필터에서 각각 62%, 67%, 98% 저감되었다.
3.3. 폐타이어 열분해시 발생되는 악취오염물질 농도
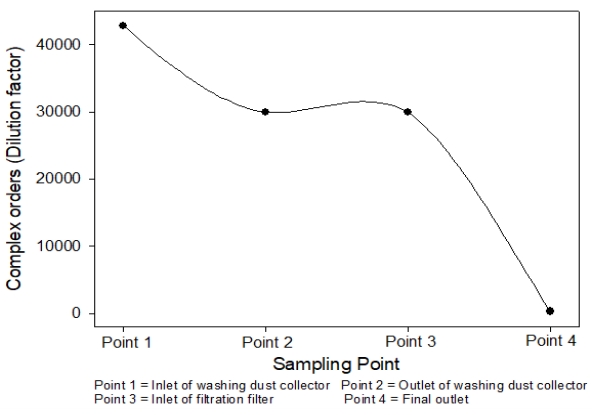
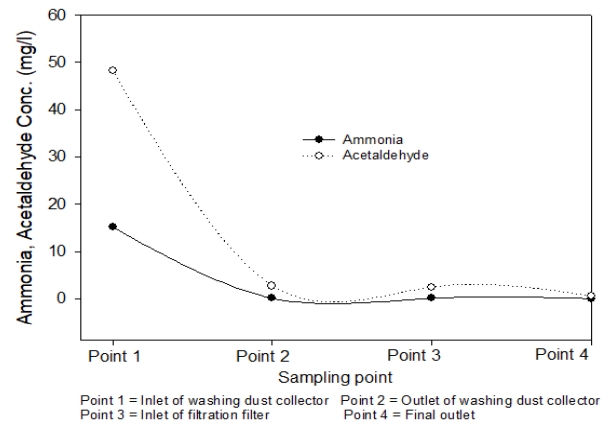
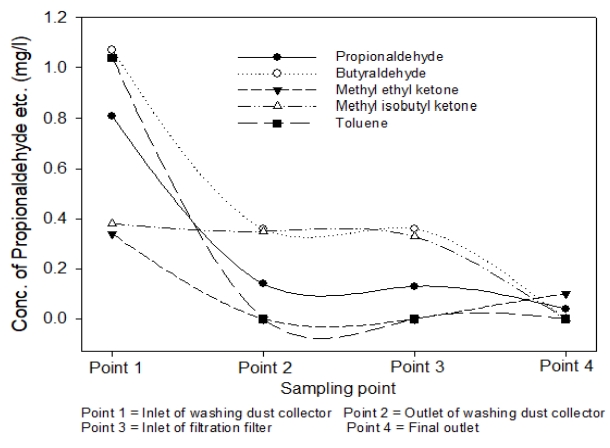
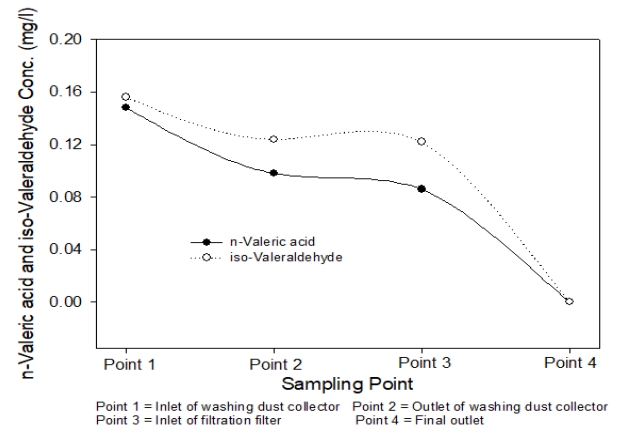
Fig. 6은 시료 채취 지점별 복합악취 농도변화를 보여주는 것으로 폐타이어를 폐기물 열분해로에서 처리할 때 발생되는 복합악취는 42,800 희석배수였다. 복합악취는 가스세정기에서 30,000 희석배수로 29.9%가 저감되었며, 응축기에서는 복합악취가 제거되지 않았다. 반면에 여과필터 전단에서 30,000 희석배수의 악취강도가 후단에서는 300 희석배수로 99%가 저감되어 복합악취 저감효율이 매우 우수하다는 것을 알 수 있었다. 지정악취물질은 황화수소, n-발레르산, 암모니아, 알세트알데히드, 프로피온알데히드, 뷰티르알데히드, iso-발레르알데히드, 메틸에틸케톤, 메틸아이소뷰틸케톤, 톨루엔 등이 각각 728.5 ppm, 0.062 ppm, 15.1 ppm, 48.2 ppm, 0.81 ppm, 0.92 ppm, 0.02 ppm, 0.34 ppm, 0.26 ppm, 1.04 ppm로 나타났으며, 12개 지정악취 물질은 검출되지 않았다. Fig. 7에서 보여주는 바와 같이 열분해로 배가스 중의 15.1 ppm, 48.2 ppm 암모니아와 아세트알데히드 농도가 가스세정기 후단에서 각각 0.1 ppm, 2.7 ppm으로 나타나 제거율이 99.3%, 94.5%로 매우 효과적이었다. 응축공정에서는 암모니아와 아세트알데히드의 농도변화가 없었으며, 여과필터에서는 암모니아와 아세트알데히드 농도가 각각 Trace, 0.6 ppm까지 저감되었다. Fig. 8은 후처리공정에서 프로피온알데히드, 뷰티르알데히드, 메틸에틸케톤, 메틸아이소뷰틸케톤 그리고 톨루엔의 농도변화를 보여준다. Fig. 8에서 보여주듯이 프로피온알데히드, 뷰티르알데히드, 메틸에틸케톤, 메틸아이소뷰틸케톤 그리고 톨루엔의 초기 발생농도는 각각 0.81 ppm, 1.07 ppm, 0.34 ppm, 0.38 ppm, 1.04 ppm였다. 이들 물질은 가스세정기 후단에서 각각 0.14 ppm, 0.36 ppm, trace, 0.36 ppm 그리고 trace로 조사되었다. 따라서 가스세정기는 프로피온알데히드, 메틸에틸케톤, 톨루엔은 효과적으로 제거할 수 있었으나 뷰티르알데히드와 메틸아이소뷰틸케톤은 제거가 미미하다는 것을 알 수 있었다. 응축기 배출구에서 이들 물질은 각각 0.13 ppm, 0.36 ppm, trace, 0.33 ppm, trace로 나타나 거의 저감되지 않았으나, 여과필터 후단에서 0.04 ppm, 0.1 ppm, trace, trace, trace로 배출되어 여과필터에서 이들 물질이 효과적으로 제거됨을 알 수 있었다. Fig. 9는 후 처리공정에서 n-발레르산과 iso-발레르알데히드의 농도변화를 보여준다. Fig. 9에서 보여주듯이 초기 0.148, 0.156 ppm의 n-발레르산과 iso-발레르알데히드 농도가 가스세정기 후단에서 0.098, 0.124 ppm로 저감되었다. 그러나 응축기에서 이들 물질은 저감되지 않았으나, 여과필터에서의 배출농도는 모두 trace로 효과적으로 제거됨을 알 수 있었다.
3.4. 폐타이어 열분해 시 발생되는 다이옥신 배출농도
최종배출구의 다이옥신의 농도를 파악하기 위하여 잔류성유기오염물질 공정시험기준 중 단성분 시험방법-다이옥신 및 퓨란류 시험기준에 준하여 분석하였으며, 열분해로 최종배출구에서 배출된 다이옥신의 농도는 0.002 ng-TEQ/Sm3로써 “잔류성유기오염물질 관리법 시행규칙의 별표3”의 소각시설의 배기가스로 배출되는 다이옥신 배출허용기준[5 ng-TEQ/Sm3]보다 훨씬 낮은 농도로 나타났다.
3.5. 폐타이어 열분해시 발생되는 세정수와 응축수 수질특성조사
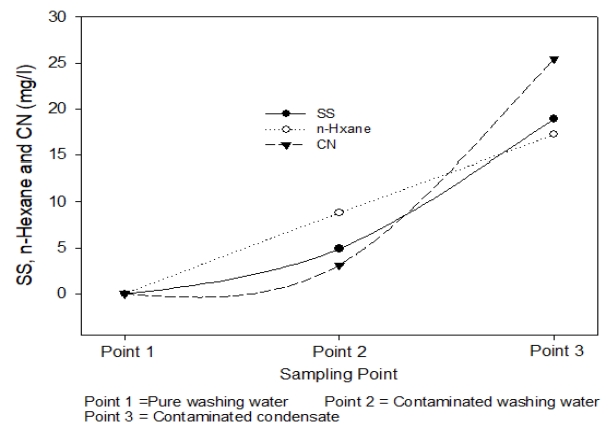
본 연구에 사용한 세정진진기의 수막필터는 스테인레스 망이며, 수증기 여과필터부는 ABS 필름으로 구성되어 있다. 폐기물 열분해로 운전 시 폐타이어 100 Kg당 발생되는 세정수 증가량은 0.5∼0.7 L이다. 가스세정수와 응축수 중에 함유된 주요 수질오염물질 분석결과 28개 항목 중 BOD등 15개 항목이 검출되었고, 크롬 등 13개 물질은 검출되지 않았다. Fig. 10은 가스세정수와 응축수 중에 함유된 BOD, CODMn, T-N, 색도 분석결과를 보여준다. 수질분석 결과 가스세정수 중에는 BOD, CODMn, T-N, 색도가 각각 745, 212, 49.8 mg/l, 64°로 검출되었으나 응축수에서 농도가 급격히 증가하여 각각 3,240, 1,530, 403 mg/l, 312°였다. Fig. 11은 가스세정수와 응축수 중에 함유된 SS, n-헥산추출물질, CN 분석결과를 보여준다. 수질분석 결과 가스세정수 중에는 SS, n-헥산추출물질, CN 농도가 각각 4.9, 8.8, 3.12 mg/l로 검출되었으나 응축수에서 각각 18.9, 17.2, 25.4 mg/l로 농도가 증가하였다. Fig. 12는 세정수와 응축수 중에 함유된 불소, 총인, 벤젠, 철이온의 분석결과를 보여준다. 수질분석 결과 가스세정수 중의 불소, 총인, 벤젠, 철 이온의 농도는 각각 1.03 mg/l, 0.62 mg/l, 0.16 mg/l, 0.08 mg/l로 검출되었으며 응축수에서 각각 3.46 mg/l, 0.12 mg/l, 1.49 mg/l, 0.61 mg/l로 불소, 벤젠, 철이온은 농도가 증가하였으나 총인은 오히려 감소함을 보여주었다. 상기와 같이 가스세정수나 응축수에 BOD, CODMn 유발물질이나 유기물질이 높은 것은 폐타이어를 열분해로에서 열분해할 때 발생되는 배기가스 중에 함유된 유기물에 기인하는 것이다. 기타 폐놀류 물질과 시안화합물이 사용한 후 배출한 폐액의 성분과 유사했다. 따라서 세정수나 응축수는 발생량이 소량이지만 오염물질이 고농도로 함유되어 있어 위탁처리 하는 것이 경제적이고 바람직하다고 판단된다.
4. 결 론
폐타이어를 저온열분해할 때 발생되는 각종 유해환경오염물질의 거동 특성을 조사하였다. 열분해로에 장입된 폐타이어는 100 Kg이며, 3회에 걸쳐 7시간 동안 진행되었으며, 배기가스 중의 대기오염물질, 악취물질, 다이옥신 그리고 세정수와 응축의 수질특성을 조사하여 다음과 같은 결과를 도출하였다.
1) 열분해로의 폐타이어의 안정적 분해는 열분해로의 온도가 320℃ 전후로 상승한 5시간 경과 후에 일어나며, 이는 열분해로의 배기가스를 통해서 확인할 수 있었다. 열분해로에서 폐타이어가 분해가 종료되었다고 판단되는 온도는 폐타이어에 부착된 수분량과 폐타이어의 중량에 따라 다소 차이는 있지만 열분해로의 내부온도가 15∼20℃정도 하강할 때 나타나는 것으로 파악되었다.
2)폐타이어를 저온열분해시 발생되는 대기오염물질은 28개 조사항목 중 CO 등 10개 물질이 검출되었다. 열분해 로에서 발생되는 NH3는 가스 세정기에서 97.2%가 제거되었으며, HCl는 여과필터를 통과한 후에는 0.3 ppm까지 저감되어 아주 만족스러웠다. 이러한 결과는 NOx, SOx 등 8개 물질도 유사한 경향을 나타냈다.
3)열분해로에서 발생되는 복합악취의 희석배수는 42,800 희석배수였으며, 최종 배출구에서는 악취강도가 300 희석배수로 99%가 저감되었다. 지정악취물질은 22개 조사항목 중 암모니아, 황화수소, n-발레르산 등 11개 지정악취 물질이 검출되었다. 이중 암모니아와 아세트알데히드는 가스세정기에서 각각 99.3%, 94.5%가 제거되었으며, 남은 물질은 여과필터에서 Trace나 0.6 ppm까지 제거되었다. 그 외 황화수소, n-발레르산 등 9개 지정악취물질도 유사한 경향을 나타내었다.
4)최종 배출구에서 배출된 다이옥신의 농도는 0.002 ng-TEQ/Sm3로써 소각시설의 배기가스로 배출되는 다이옥신 배출허용기준[5 ng-TEQ/Sm3]보다 훨씬 낮은 농도로 나타났다.
5)세정수의 수질분석 결과 가스세정기의 BOD, CODMn, T-N, 색도가 각각 745, 212, 49.8 mg/l, 64°로 나타났었으며, 응축수에서는 이들 물질의 농도가 급격히 증가하여 각각 3,240, 1,530, 403 mg/l, 312°를 보여주었다. 그 외의 SS, n-헥산추출물질, CN 등 11개 항목도 유사한 경향을 나타내었다. 따라서 세정수나 응축수는 발생량이 소량이지만 BOD 등 다양한 오염물질이 고농도로 함유되어 있어 위탁처리 하는 것이 경제적이고 바람직하다고 판단되었다.