


1. 서 론
산업용수 생산과정은 물속의 유기물, 무기물을 전처리공정(혼화, 응집, 침전, 여과공정)에서 제거하고, 이온과 가스 등을 추가로 제거하는 후처리 공정으로 구성되어, 최종적으로 생산된 순수 및 초순수는 석유화학, 철강, 전자, 반도체, 전기분야 등에 세정수 등으로 다양하게 사용된다[1,2]. 전 세계 산업용수의 시장규모는 ‘17년 약 163조원이며, ‘22년 202조원 규모로 예상되어 24.4% 성장이 전망된다. 산업용수 분야별 ’17~’22 자본투자 연평균 성장율은 오일・가스가 연평균 성장률 12.3%, 광업 7.1%, 전자 7.0%로 예상된다. 또한, 국내 산업용수 시장규모는 약 2.2조원 규모(전체 물시장의 14%)이며, ’20년 2.6조원(자본투자 0.9조원, 운영투자 1.7조원)로 19.5% 성장 전망된다[3]. 산업용수의 성장과 더불어 초순수 공정에서 용존산소를 제거하기 위한 막접촉기(Membrane Contactor (MC))의 적용도 확대되고 있다.
막접촉기 기술은 분리막을 통하여 흡수제와 기체를 접촉시켜 물에 용해되어있는 하나 이상의 기체 성분을 선택적으로 분리하는 공정이며, 액체 흡수(높은 선택도)와 막 분리(모듈성 및 소형화)의 장점을 결합한 하이브리드 기술이다[4]. 막접촉기는 1960년도 Schaffer에 의해 식품, 의약 등의 수처리용으로 개념이 도입되었으며[5], 1980년대 Qi와 Cussler에 의해 CO2 분리를 위해 활용된 이후로 기체 분리 분야에서 활발한 연구가 수행되고 있다[6]. 현재 막접촉기는 액액 추출[7], 기체 흡수 및 탈거[8], 고밀도 가스 추출, 반도체 공정[9], 삼투 증류법[10] 등 다양한 응용 분야에 적용되어 개발되고 있다. 예를 들어, 보일러의 수명을 늘리기 위하여 용수에서 CO2를 탈기하는 시스템, 반도체 산업에서 초순수 제조 등에 상용화된 막접촉기 공정이 가동되고 있다. 최근에는 천연가스 정제 산업 공정, 화석연료의 연소 과정에서 발생하는 CO2, H2S, SO2 등의 산성 가스를 저감하기 위한 막접촉기 기술 개발이 주목받고 있다.
막접촉기에서는 기존 흡수공정에 비해서 물질 전달 과정에 분리막 저항이 추가로 존재한다. 따라서 막 두께를 감소시키거나 표면 기공도를 증가시킴으로써 물질전달 저항을 최소화해야 할 필요가 있다[11]. 특히, 분리막의 기공이 흡수제에 의해 젖을 경우에는 막저항이 급격하게 증가하므로, 이를 방지하기 위하여 분리막은 높은 소수성을 가져야 한다. 또한, 분리막은 기본적으로 고온에서 열화에 대한 우수한 내열성, 흡수제에 대한 우수한 화학적 안정성을 가져야 한다. 막접촉기 공정에서 분리막은 기공 크기나 구조에 의한 선택도를 제공하지는 않지만, 젖음 현상을 방지하고 안정적인 공정 운전을 위해서는 작고 균일한 기공 크기 유지가 필수적이다[12].
초기의 막접촉기 연구는 성형과 모듈화의 편리성 때문에 주로 고분자 분리막 소재를 활용하여 기술이 개발되어 왔다. 소수성 고분자 중에는 poly propylen (PP) [13], poly ethylene (PE) [14], poly tetra fluoro ethylene (PTFE) [15] 등이 주로 분리막 소재로 활용되고 있다.
막접촉기에서 유체 흐름에 따라서 기상과 액상보다 막저항에 의해 전체 성능이 좌우될 수 있다. 이는 막접촉기 공정 설계 시, 분리막과 흡수제의 구조 및 특성뿐만 아니라 유체 흐름을 제어한 모듈 구조 고려가 중요함을 나타낸다. 분리막 모듈은 평판형, 나권형, 관형, 중공사형 등이 있으나, 중공사막은 다른 제형에 비해 단위 부피당 막면적을 극대화할 수 있고 컴팩트한 모듈 구성이 가능하기 때문에 최근 가장 주목을 받고 있다[16]. 일반적인 중공사막 모듈에서는 중공사 다발을 일렬로 평행하게 포팅하고, 이때 대부분의 경우에는 분리막 사이 간격이 불균일한 분포를 갖게 된다. 따라서 모듈의 심한 유체 편류 및 우회 현상이 발생하여 물질전달 특성 감소를 야기할 수 있다.
평행 흐름 모듈은 가장 일반적인 모듈 구성으로써 기체와 액체는 분리막을 기준으로 수평 방향으로 이동하며, 이때 향류와 병류 흐름이 가능하다. 가장 많은 연구가 이루어져온 모듈이기 때문에 생산이나 특성 예측에 유리하다[17].
3M Liqui-CelTM은 분리막 모듈로써, 중앙 배관(feeder)을 중심으로 poly propylen (PP) 중공사막을 촘촘하게 엮은 형태이다. 중앙 배관은 유체를 공급하는 역할을 하며, 바이패스 현상을 최소화하고, 분리막 표면과 수직인 흐름을 형성시킴으로써 효율을 증가시킬 수 있다. 중공사막 포팅제로써 내용제성 epoxy (EP) 또는 polyethylene (PE) tube sheet가 사용되며, 하우징은 분리 목적에 따라 polypropylene (PP), polyvinylidene fluoride (PVDF), 316 L stainless steel의 3가지 형태가 있다[18].
Pall Corporation (NY, East Hills, NY)은 초순수 응용 분야에서 사용되는 Separel™ (Dainippon Ink and Chemicals의 상표) EFM-530 모듈을 제공한다. 해당 모듈은 비다공성 polyolefin 중공사막을 중앙 피더에 일정한 간격으로 엮어, 피더를 통해 중공사막의 수직 방향으로 유체를 공급한다. 비다공성 중공사막은 진공이나 Sweep gas(질소) 공정에 유리하며, 산소 등 물에 용해된 기체에 대한 높은 선택성을 제공할 수 있다. 상용화된 막접촉기의 경우 대부분 외산제품이며 국내에서 상용화되어 활용되고 있는 제품은 소용량 제품을 제외하고 대용량 제품은 전무한 실정이다.
막접촉기에서 막은 분리를 위한 선택성을 제공하는 대신에 기상과 액상을 분리하고, 물질 전달을 위한 유효 접촉 면적을 증가시키는 역할을 한다. 아울러 흡수제에 의한 높은 선택도 제공과 동시에 단위 부피당 높은 접촉면적을 통해 장치 크기를 줄일 수 있는 큰 장점을 가진다. 또한, 기상과 액상은 독립적으로 제어가 가능하고, 범람, 거품 등의 운전상 문제없이 기체 유속을 늘릴 수 있기 때문에 동일 부피에서 장치의 처리 용량 증가가 가능하다. 단위 모듈의 개수 조절을 통해 접촉 면적을 쉽게 제어할 수 있고, 시스템 예측이 비교적 수월하기 때문에 공정의 용량을 높여서 적용하는 경우(scale-up)에 유리하다[19].
초순수 공정에서 사용되는 막탈기 공정의 경우 독점적으로 외산제품이 적용되고 있어 국산화가 필요하다. 막접촉기를 상용화하기 위해 접촉 분리막에 사용되는 분리막 및 모듈, 공정 모델 개발, 그리고 그것을 통합하는 전체 공정을 개발하는 다양한 연구가 수반되어야 한다. 본 연구에서는 초순수용 MDG 공정에서 기존 제품과 국산 제품을 비교 평가하였다.
2. 연구방법
2.1. 실험재료 및 공정
2.1.1. 초순수 플랜트 공정 및 계측기 현황
실증플랜트는 시설용량 25 m3/day 규모이며 처리수의 목표수질은 반도체급 초순수를 목표로 주요 수질관리 기준으로는 비저항 18.2 ㏁・cm 이하, 총유기탄소(Total Organic Carbon, TOC) 5.0 µg/L 이하, 용존산소(Dissolved Oxygen, DO)와 실리카 1.0 µg/L 이하로 목표수질을 정하였다. 초순수 공정은 Fig. 1과 같이 전처리공정, 순수처리공정, 초순수처리공정으로 구성되며, 전처리공정은 탁질을 제거하기 위한 공정으로 모래여과, 막여과 등의 공정이 있다. 순수 및 초순수 공정은 이온 및 유기물, 가스제거를 위한 공정으로 이온교환공정, 자외선산화공정, 탈기공정으로 구성되어 있다[20].
운영되고 있는 초순수 플랜트는 2012년에 구축되었으며, 2013~2016년(4년)까지 24시간 중단없이 운영하였다. 원수는 대청댐에서 취수되며 혼화-응집-침전-여과 공정을 거쳐 여과수가 공급된다. 수질을 평가하기 위하여 실증시설에 수질측정을 위한 계측기가 설치되었으며, 초순수 파일럿 플랜트의 각 공정 계측기 설치 현황은 Fig. 1과 같이 초순수 생산 후 목표 수질 관리를 위해 비저항, TOC (Total Organic Carbon), DO (Dissolved Oxygen), 입자(Particle), 실리카, 보론 등의 계측기를 설치하여 실시간으로 모니터링이 가능하도록 구성하였다. 계측기의 종류 및 사양에 대해서는 Table 1과 같다.
2.1.2. MDG 막의 제조 및 제품 비교
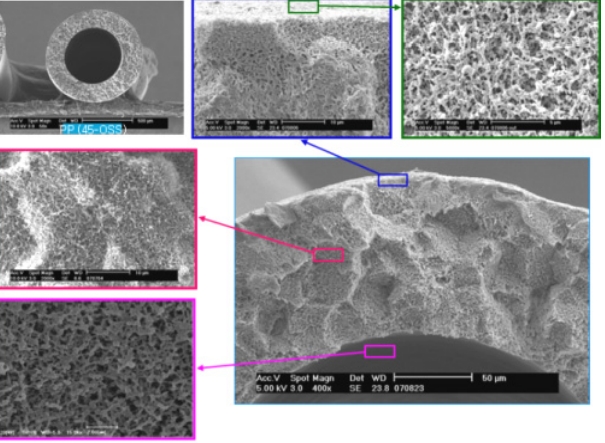
초순수 파일럿 플랜트에 비교 평가를 위해 적용된 막탈기 공정은 3M Liqui-CelTM 제품과 국산화 제품으로 제조된 소수성의 PP 재질의 MDG막이다. 두 가지 막에 대한 물성치는 Table 2와 같다. 멤브레인 제조방식은 3M의 경우 스트레칭(Stretching) 방식이고, 국산막은 TIPS (Thermally Induced Phase Separation)방식이다. 기공률은 국내 막이 우수하며 이는 막의 확대 사진을 보더라도 막의 분포도가 균일한 것을 확인할 수 있다. 반면 젖음 한계압력은 3M이 6 bar로 우수하며, 막의 사이즈와 Packing density도 3M이 우수하다. 막의 두께도 3M이 더 얇다. 막의 물성치만으로 막 자체의 항목별 장단점은 파악이 가능하나 용존산소의 제거성능을 파악하기는 어렵다.
2.1.3. 막접촉기 모듈
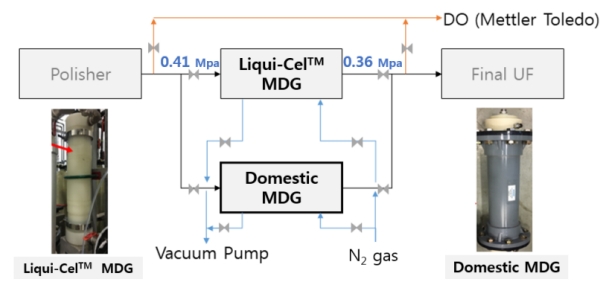
MDG 모듈은 중공사막을 하우징 내부에 설치하여 액체와 기체가 분리될 수 있도록 아래 Fig. 3과 같은 구조를 갖는다. 초순수에 사용되는 탈기공정은 중공사막의 외부에서 초순수가 들어가고 나오도록 되어 있고, 내부는 질소가스를 공급하여 진공펌프를 통해 진공을 형성한다. 또한, 내부는 중공사막과 유체가 수직으로 접촉될 수 있도록 하여 접촉 효율을 높이고 중간에 Baffle을 통해 중간 파이프로 회수될 수 있도록 한다.
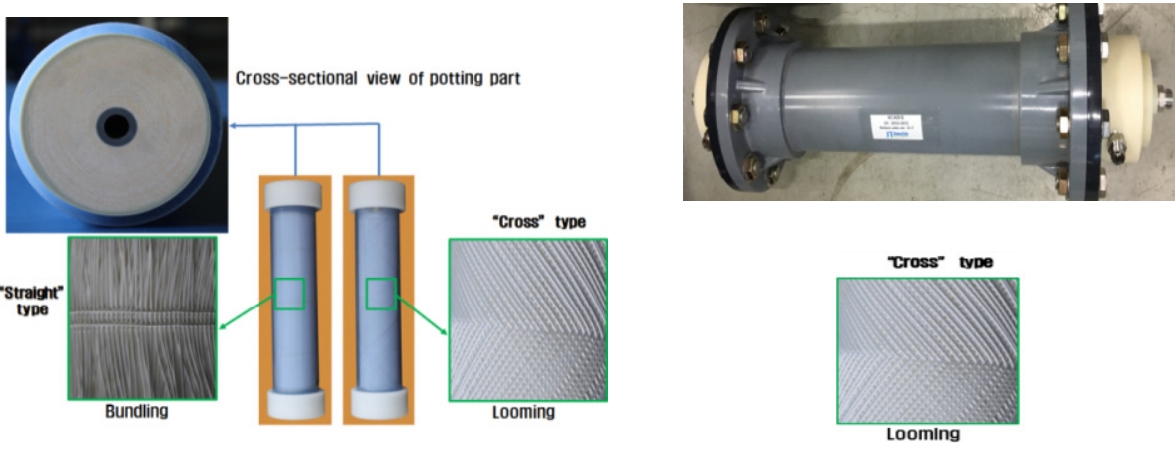
국산막 모듈의 구조도 Fig. 4와 같이 동일하게 구성하였으며, 내부 막의 패킹은 Looming방식을 적용하여 패킹율을 높였다. 중공사막을 4인치 내경의 Chlorinated Polyvinyl Chloride(C-PVC) 튜브 케이스에 장착하여 Epoxy(EP)로 케이스 양쪽 끝을 포팅한 후 절단하여 C-PVC 캡을 씌워 막 모듈을 제조하였다. 막모듈의 유효 막면적은 약 10 m2이다.
2.1.4. 막접촉기의 운전 조건
MDG에서 DO는 액체, 분리막, 기체의 3가지 저항을 거쳐 제거된다. DO가 분리막을 통해 제거되는 메커니즘은 Resistance in series 이론으로 설명할 수 있다. 특히 정상 상태에서의 분리막 기공을 통한 DO의 이동은 식 1과 같이 표현된다.
JO2: O2 absorption flux (mol/m2・s—1)
KL: Overall mass transfer coefficient (m/s)
CO2: O2 Concentration in solution (mol/m3)
C*O2: O2 Concentration in equilibrium (mol/m3)
식 1에서 O2 이동에 대한 접촉막 공정에서 총괄 물질전달계수는 공정 효율을 분석하기 위한 기본적이고 핵심적인 인자이다. Resistance in series 이론을 통해 전체 저항은 액체, 기체, 막의 저항으로 구분할 수 있으며 MDG 공정에서 기상은 진공상태이므로 저항이 없다고 가정하면 식 2와 같다.
RT: Resistance in total
Rm: Resistance in membrane
Rl: Resistance in liquid
저항은 물질전달계수와 반비례관계로 총괄 물질전달저항은 액상, 분리막, 기상의 개별 물질전달저항의 합으로 구할 수 있으며, MDG 공정에서 기상은 진공상태로 저항이 없다고 가정하면 식 2를 아래 식 3과 같이 나타낼 수 있다.
KL: Overall mass transfer coefficient (m/s)
km: Mass transfer coefficient of membrane (m/s)
kl: Mass transfer coefficient of liquid (m/s)
본 연구에서는 MDG막으로 소수성 중공사를 사용하였으며 MDG막에서 DO의 제거프로세스는 세 단계로 구성된다. MDG 공정에서 총물질전달 저항은 기상, 분리막, 액상 저항으로 구성되며, 물질전달 원리는 Fig. 5와 같다[21].
기체와 액체 사이 분리막의 기공은 기체 또는 액체로 채워질 수 있으며, 이에 따른 물질전달 특성이 변화하게 된다. 분리막 기공이 액체로 채워지게 되면, 물질전달 저항이 커지게 되고, 장기적으로 기공이 변형될 수 있다. 따라서, 효율을 높이고 안정적인 운전을 위해서는 분리막 기공이 기체로 채워져야 한다. 접촉막 공정의 운전에는 Fig. 6과 같이 비젖음(non-wetted, gas filled pores) 모드, 부분 젖음(partially wetted) 모드, 젖음(totally wetted) 모드의 3가지가 존재한다. 비젖음 모드로 운전 시 물질전달 특성을 높일 수 있어 선호되며, 젖음 모드에 비해 약 6배 높은 물질전달계수를 얻을 수 있음이 보고되었다. 따라서 비젖음 모드로 운전하는 것이 중요하다.
분리막의 젖음은 막 기공사이즈와 관련이 있으며 기공사이즈가 크면 액체의 누수가 발생하고 이는 기체 제거효율을 낮게 한다. 분리막 젖음 현상은 다음의 식 4로 최소침투압력(breakthrough pressure)을 계산하여 예측할 수 있다[22].
ΔPbreak: Minimum breakthrough pressure (MPa)
β: Geometric factor used for non-cylindrical pores (-)
ϒ: Liquid surface tension (dyn/cm)
θ: Liquid-membrane contact angle (°)
dpmax: Largest pore size (µm)
분리막을 기준으로 액체측의 공급압력이 ΔPbreak 보다 높을 때는 막의 젖음현상이 발생한다. 이상적인 조합은 표면 장력이 높은 흡수 액체 및 높은 소수성을 갖춤으로 높은 접촉각을 갖는 막의 조합이다. 기공의 사이즈는 작으면서 높은 질량 전달 계수를 유지하면 누수를 방지할 수 있다. 결과적으로, 액체의 공급압력이 낮으면서 소수성막으로 기공의 사이즈가 낮고 기공률이 높은 특성을 갖춘 막이 효율이 높다고 할 수 있다.
2.2. 평가 방법
2.2.1. 개요
국산 MDG막은 석유화학공정 중 CO2 가스 공정에서 사용되는 중공사막으로 초순수 공정에 적용이 가능하도록 개량하여 모듈을 개발하였다. 국산 MDG막의 개발에 따른 평가방법으로 중공사막 및 모듈에 대한 성능 평가를 구분하여 실시하였다. 우선, 중공사막의 평가를 위해 조건(진공도, 질소가스 주입량)에 따른 DO 제거율을 평가하였다. DO 제거율은 두 MDG막을 이용하여 질소농도와 진공도를 각각 2.5~5 L/min 및 30~150 mmHg로 변화시키며 평가하였다.
중공사막에 대한 평가뿐만이 아니라 모듈 평가를 위해 국산 MDG 모듈 설치 및 배관을 구성하였다. 비재생형 이온교환수지 후단에 배관을 수정하여 국산화 MDG를 설치하였으며, 최초 설치 후 유기물에 대한 용출평가를 실시하였으며, 유기물은 Total organic carbon(TOC)로 측정하였다. DO 제거효율을 평가하기 위해 MDG 공정 전단과 후단에 DO 계측기를 설치하여 분석하였다. 초순수 최종 DO 보증수질은 1 µg/L 이하이다. 일반적인 초순수 공정에서 MDG 전단 DO 농도는 10 µg/L 이하이며 정상상태로 제거율을 평가하였다. 또한, DO 100~500 µg/L의 고농도에서의 실험을 위해 순수공정(RO후단) MDG 바이패스 밸브의 개도율을 조절하여 DO 농도를 조절하여 제거율을 평가하였다. 또한, 운전조건인 진공도, LN2, 공급압력을 조절하여 비교・평가하였다. 측정에 사용된 TOC 계측기는 Sivers사의 Check point이며, 0.05~1000 µg/L까지 측정이 가능하다. 또한, DO 계측기는 Mettler Toledo, M300으로 0~10,000 µg/L까지 측정이 가능하다.
2.2.2. 신규 MDG 성능평가 및 인입수 DO 농도조절
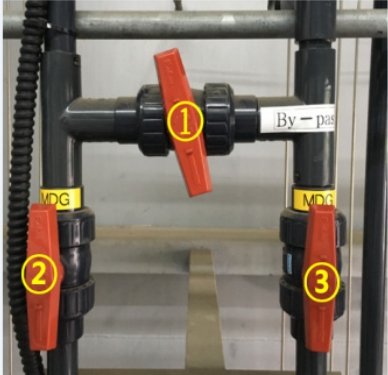
초순수 MDG공정은 MDG 모듈에서의 유기물 용출이 없어야 하며, 빠른 시간 내에 수질이 정상적으로 회복되어 공급이 되어야 한다. 이를 위해 신규 MDG막으로 유기물 용출에 따른 회복 시간을 측정하였다. 그리고, 초순수의 인입수 DO 농도조절을 위해 Fig. 9와 같이 순수 MDG 공정의 바이패스 밸브를 조절하여 농도를 조절한다. 일반적인 공정 조건에서의 성능평가를 위해 Fig. 8에서 ②번 밸브를 닫으면 초순수 MDG 공정의 용존산소 인입수 농도가 3 µg/L 수준이며 이를 1 µg/L 이하로 제거하여야 한다. 초순수 공정 인입수의 DO 농도는 ②번 밸브의 개・폐를 통해 조절하였다.
3. 결과 및 고찰
3.1 중공사막 평가결과
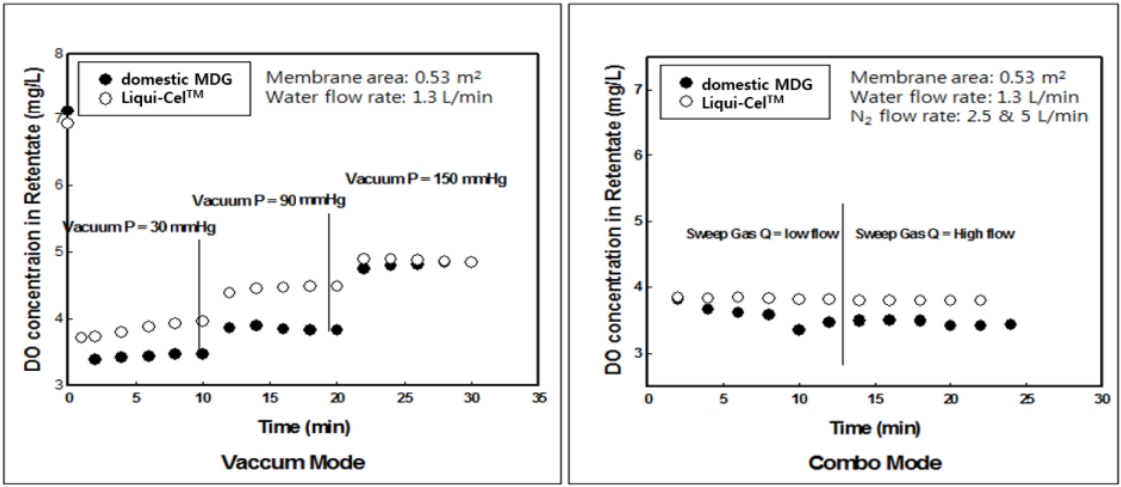
중공사막에 대한 물성평가를 위해 진공모드와 콤보모드(진공압력유지와 질소가스공급)에서 평가를 시행하였다. 진공모드는 질소가스의 공급없이 진공도를 30 mmHg, 90 mmHg, 150 mmHg 조건에서 DO제거율 평가하였으며, 콤보모드는 진공상태에서 질소가스를 2.5 L/min, 5 L/min로 조정하여 DO제거율을 평가하였다. 진공모드 및 콤보모드에 대한 DO제거율 평가 결과는 Fig. 12와 같다.
진공모드에서 진공도를 각각 30 mmHg, 90 mmHg, 150 mmHg 조건으로 변경한 경우 Liqui-CelTM 막의 경우 각각 3.8 mg/L, 4.4 mg/L, 4.9 mg/L이며, 국내 중공사막 각각 3.4 mg/L, 4.0 mg/L, 4.8 mg/L로 국내 중공사막의 DO 농도가 더 낮은 수준이었다. 콤보모드의 실험시 진공상태에서 질소가스를 2.5 L/min로 조정하여 DO 농도를 측정한 결과 Liqui-CelTM 막 3.8 mg/L, 국내 중공사막 3.5 mg/L이었다. 질소가스를 5 L/min로 조정하였을 경우 DO 농도가 Liqui-CelTM 막 3.8 mg/L이며, 국내 중공사막의 경우 3.4 mg/L로 국내 중공사막의 DO 농도가 더 낮은 수준이었다. 이는 초순수급이 아닌 순수급 정도의 DO 농도에 대한 평가이다. 초순수의 경우 4.9~3.4 mg/L가 아닌 0~500 µg/L (0~0.5 mg/L)로 초순수에서 평가하는 DO농도와는 차이가 있다.
3.2. MDG 모듈 평가결과
3.2.1. 인입수 DO농도에 따른 제거효율
신규 MDG막의 제작시 1차, 2차, 3차 막에 대한 유기물 농출에 대한 시간을 측정한 결과를 Fig. 13에 나타내었다. 초순수 MDG공정이 정상상태 TOC 0.45 µg/L가 될 때까지의 소요시간을 확인하였다. 제작의 차수가 증가할수록 통수(세척)로 인한 초기 TOC 농도가 낮아지고, 안정화 단계까지의 소요시간이 줄었다. 1차 제작품은 최초 모듈제작품으로 최초 설치하였으나, 인입수 DO 농도보다 생산수의 DO 농도가 높아 막의 누기로 인해 외부 공기가 유입되는 것으로 예상되었다. 2차 제작품은 막의 누기는 개선하였으나, 외부 하우징에서 초순수의 누수가 발생되어 추가 개선이 필요하였다. 3차 제작품은 외부 하우징 누수 방지를 위해 하우징의 마감을 플랜지 형태로 변경하였으며, 중공사막의 패킹 효율을 증가시키기 위해 방법을 개선하였다. 막 제작의 차수가 증가할수록 용출도가 현저하게 짧아지는 것을 볼 수 있다. 이는 최초 모듈 제작 후에는 세정작업을 하지 않았으나, 3차 제작품에서는 TOC 용출도는 낮추기 위해 순수를 이용하여 세정 작업을 추가하여 나타난 결과로 예상된다.
초순수 시스템이 일반적으로 운영될 경우 Table 3과 같이 인입수 DO농도는 3 µg/L이며 생산수의 DO 농도는 1 µg/L 이하를 만족하여야 한다. 기존의 Liqui-CelTM 막의 경우 인입수 농도가 3 µg/L에서 0 µg/L까지 100% 제거되었다. 신규로 적용된 국내 MDG 막의 경우도 동일하게 인입수 농도가 3 µg/L에서 0 µg/L까지 100% 제거되어 동일한 성능을 확인할 수 있었다. 인입수 농도가 3 µg/L에서는 Liqui-CelTM 막과 국내 MDG 막의 성능이 동일한 수준으로 평가되었다.
초순수 공정에서 순수 MDG의 바이패스 밸브를 조절하여 인위적으로 인입수를 DO 농도를 증가시켰을 경우의 성능을 확인하기 위해 아래와 같이 DO 농도를 변화시켰다. Table 4에서와 같이 인입 DO 농도가 증가할 경우 국내 MDG막의 경우 DO제거율은 61~65%로 감소하였다. 이는 중공사막의 평가에서 국내 MDG중공사막의 효율이 더 높은 결과와는 상반된다.
중공사막을 이용한 MDG 모듈의 제작의 경우 가장 중요한 점이 패킹효율이며, 이는 국내 막의 패킹효율은 Liqui-CelTM 막과 비교하여 80~90%로 낮은 수준이며, 막의 패킹효율은 유체의 흐름과도 연관이 있다. 막의 직접도가 높을수록 유체의 흐름과 막이 접촉할 수 있는 공간이 많아짐으로 제거효율과 연관이 있다. 즉, 직접도가 높을수록 제거효율이 높을 것으로 예상된다.
MDG 초순수 공급압력이 0.41 MPa의 동일 조건에서 Liqui-CelTM과 국내 MDG막의 누수 여부를 확인한 결과 두 개 모듈에서 누수가 발생하였다. 국내 MDG막의 경우 공극 크기(Pore size)가 0.2 µm로 최소침투압력이 0.4 MPa로 누수가 예상되었으나, Liqui-CelTM의 경우 공극 크기가 0.03 µm로 최소침투압력이 0.6 MPa로 누수발생이 없을 것으로 예상되었으나, 누수가 확인되었다. 이는 Liqui-CelTM의 공극크기가 0.03 µm이나, Table 2의 Liqui-CelTM 막의 기공 분포에서 보는 바와 같이 분포도가 넓어서 최소침투압력이 0.6 MPa인데도 불구하고 누수가 발생한 것으로 보인다.
3.2.2. 진공도의 영향
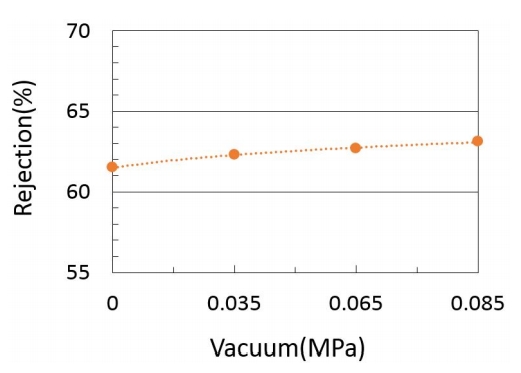
초순수 공정이 정상적으로 운영이 되는 진공도 0.085 MPa를 포함한 0 MPa, 0.035 MPa, 0.065 MPa, 0.085 MPa 총 4단계로 제거율 거동을 관찰하였다. 진공도가 낮을수록 제거율이 줄어드나, 그 값의 변화는 크지 않았다. 진공도와 제거율의 상관관계를 Table 5 및 Fig. 14에 나타내었다.
3.2.3. Sweep gas (LN2) 유량의 영향
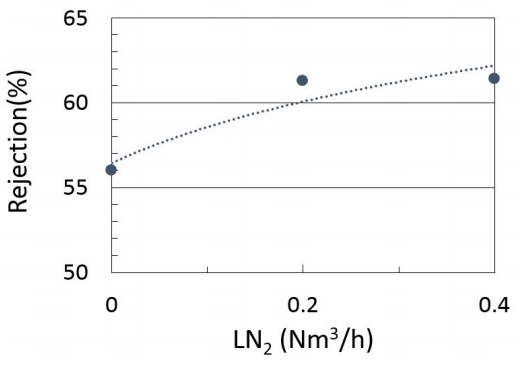
Sweep gas의 유량변화에 따른 제거율의 상관관계를 Table 6 및 Fig. 15에 나타내었다. 국산 MDG막의 경우 Sweep gas인 질소의 공급량이 없을 경우 정상상태인 0.2 Nm3/h와 비교하여 제거율은 7% 정도 감소하였다. 질소 공급량은 2배 더 증가하여 0.4 Nm3/h로 하였을 경우 제거율은 0.2% 증가하였다. 이는 질소 공급량을 0.2 Nm3/h에서 0.4 Nm3/h로 증가하더라도 제거율에는 영향이 없는 것을 알 수 있으며, 0.2 Nm3/h 이상으로 질소 공급량을 증가할 필요가 없음을 알 수 있다.
MDG공정의 운영 방법은 질소가스를 주입하는 방법과 질소가스를 주입하지 않는 방법이 있으나, 외산 막의 경우 질소가스 주입이 필수이다. 질소가스 주입의 목적은 기공의 분포도가 넓을 경우 일부 막에서 물의 누수가 발생되고 이렇게 누수된 부분은 제거율에 영향을 주게 됨으로 효율이 떨어지게 된다. 물의 누수를 방지하기 위해 질소가스를 주입할 경우 누수된 부분이 질소가스로 인해 제거됨으로 제거효율을 증가할 수 있게 된다. 이런 측면에서 질소가스 주입은 필요한 부분이다. 국산 MDG막의 경우 앞서 막의 확대 사진에서도 확인한 바와 분포도가 일정하여 누수가 없을 것으로 예상된다. 실제 MDG공정에서 막의 누수 여부를 확인한 결과 외산 막보다 국내 막의 누수가 적음을 알 수 있었다. 이는 외산 막보다 국산 막이 누수에 의한 막의 제거효율 저하가 더 없을 것으로 예상된다.
질소가스의 유무에 따른 영향에 대한 DO 농도의 측정 결과를 보면 30~50분의 운영 결과가 안정적인 제거율을 나타내고 있다. 그러나, 막의 누수에 대한 영향은 시간이 지남에 따라 영향을 줄 수 있어서 장시간의 운영 결과로 판단이 필요한 부분이다. 즉, 질소가스를 주입하지 않고 4시간 이상 운영 후 DO 농도를 측정하여 제거율의 변화를 확인할 필요가 있을 것으로 판단된다.
3.2.4. 압력(Pressure)의 영향
Liqui-CelTM 운영압력 최대값 0.6 MPa과 국산 MDG막 운전압력 최대값 0.4 MPa의 차이로 인한 객관적 성능평가를 위하여 압력에 따른 두 MDG막의 성능변화를 평가하였다. 상관관계를 Table 7 및 Fig. 16에 나타내었다. 정상운전인 유입유량 1.77 m3/h, 회수유량 1.15 m3/h인 상태에서 회수압력을 조절하였다. 회수압력이 0.2 MPa, 0.1 MPa, 0.0 MPa로 감소함에 따라 MDG 유입수의 압력은 0.38 MPa, 0.34 MPa, 0.32 MPa로 감소하였고, DO 제거율도 59%, 56%, 55%로 감소하였다.
초순수 공급 압력의 영향은 앞서 언급한 진공도와 유사하게 설명이 가능하다. 정상 상태에서의 분리막 기공을 통한 DO의 이동은 앞서 언급된 바와 같이 식 1 (JO2 = KL(CO2 - C*O2)과 같이 표현된다. 즉, 식 1은 O2 이동(탈기)속도(JO2 )는 농도차이(CO2 - C*O2)에 비례한다. 그리고, 여기서 농도차이는 물속의 O2 농도와 진공상태의 O2의 차이를 나타낸다. 초순수 내의 O2 농도는 공급 압력이 증가할수록 O2 농도는 증가함으로 공급압력의 증가는 농도차이를 커지게 만들어 이동속도를 크게 한다. 즉 공급압력이 증가할수록 이동속도가 빨라져서 O2 제거율은 높아지게 된다.
4. 결 론
1) 국내 MDG 중공사막을 개발하여 중공사막과 모듈에 대한 평가를 수행하였으며, 평가결과 중공사막 평가결과 국내 MDG 중공사막의 DO 농도가 낮은 수준이었다. 이는 liqui-CelTM과 국내 MDG 중공사막의 Porosity (%)가 20%와 60%로 차이가 있으며, 막 기공의 균일도도 국내 MDG막이 Table 2 및 Fig.2의 막 사진에서 볼 수 있듯이 균일하여 제거효율이 높은 것으로 판단된다.
2) MDG 모듈에 대한 DO 제거율 평가 결과는 초순수 공정의 정상적인 DO 농도 범위인 10 µg/L 이하일 경우 0 µg/L 수준으로 외산 MDG막과 비교하여 제거율의 차이가 없으나, 국내 막의 경우 DO 150~400 µg/L 농도에서는 DO 제거율이 61~65% 수준으로 낮아진다. 중공사막의 평가와는 상반되는 결과를 보인다. 모듈은 가장 중요한 점이 패킹효율이며, 이는 국내 막의 패킹효율은 Liqui-CelTM 막과 비교하여 80~90%로 낮은 수준으로 제거효율이 낮은 것으로 예상된다. 또한, 국내 MDG 막의 기공 크기(Pore size)는 0.2 µm로 기존 Liqui-CelTM 제품의 0.03 µm과 비교하여 커서 최소침투압력의 차이에 의해 DO 제거효율이 저하된 것으로 판단된다.23,24) 그러나 MDG 운전압력 0.41 MPa 에서 두 제품 모두 누수가 발생하였다.
3) 진공도가 0~0.085 MPa 증가할수록 DO 제거율 61.5~63.1%로 소폭 증가하였으며, 이는 진공도가 증가할수록 액체-기체측의 압력차가 증가하고 이로 인해 확산 속도가 증가함으로 제거율이 증가하였다. 그리고, 공급압력이 0.32~0.41 MPa로 증가할수록 제거율은 55~63%로 증가하였으며, 이는 액체의 압력증가로 인해 액체-기체측의 압력차가 증가하고 이로 인해 확산 속도가 증가함으로 제거율이 증가하였다. 마지막으로 질소 유량이 0~0.4 Nm3/h 증가할수록 제거율도 56~63.3% 증가하였다. 질소 공급량의 증가는 앞서 언급한 바와 같이 액체-기체측의 압력차가 증가하고 이로 인해 확산 속도가 증가함으로 제거율이 증가하였다.
4) 상용화 막과 비교하여 국산 MDG막 적용을 위해 해결해야 하는 과제는 인입 DO 농도가 150~400 µg/L로 증가할 때 61~63%에 그치는 DO 제거효율을 증대시키는 것이며, 이는 막의 기공 크기를 감소시켜 최소침투압력(breakthrough pressure)을 높임으로 누수를 적게하여 효율을 높일 필요가 있으며, 막의 두께를 감소시켜 저항을 최소화하여 물질전달계수 및 DO의 이동속도를 높여 제거율을 높일 수 있다. 그러나, 막의 두께를 감소시키면 막의 물리적인 강도가 약해지고 막을 엮을 때 막이 부서져서 누수가 발생할 수 있음으로 막의 두께를 최소화하면서 막이 누수되지 않도록 물리적 강도를 갖는 개선방안의 검토가 필요하다. 그럼으로 향후 국산 MDG 막의 개선 방향은 막의 기공 크기를 줄이고, 막의 두께를 줄이는 방법으로 개선이 필요하다.